


我们的现场实拍视频将带您走进热风炉翅片管厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:热风炉翅片管厂家的图文介绍


浙江台州工业翅片管散热器是一种优良的散热设备,其主要散热部件是平行排列的钢管和外部的散热片。在钢管中,流体被加热到一定温度后,可以将其热量通过散热片传递到外部环境中,使得工业生产过程中的设备能够保持较低的温度水平。翅片管散热器的散热效果比传统的散热器更加出色,尤其适用于较大的设备和高温环境。翅片管散热器的材料耐腐蚀、浙江台州同城抗磨损,使用过程中不会产生噪音和震动,因此其使用寿命也较长。翅片管散热器的设计灵活,可以根据不同设备的需要进行定制化的设计和制造,适用范围广泛。在工业生产中,翅片管散热器可以广泛应用于各种设备和系统中,例如锅炉、浙江台州同城化工反应器、浙江台州同城石油化工设备等等。通过翅片管散热器的使用,这些设备能够在高温、浙江台州同城高压、浙江台州同城高腐蚀等恶劣环境下正常运转,提高工业生产的效率和稳定性。



建顺金属制品有限公司自2012年上市以来一直保持稳定增长,公司将秉着“创新、、团结、诚信”的理念,坚持稳健经营、持续创新,为用户提供多好的解决方案、 浙江台州铝翅片管产品和服务,为社会可持续发展贡献力量。



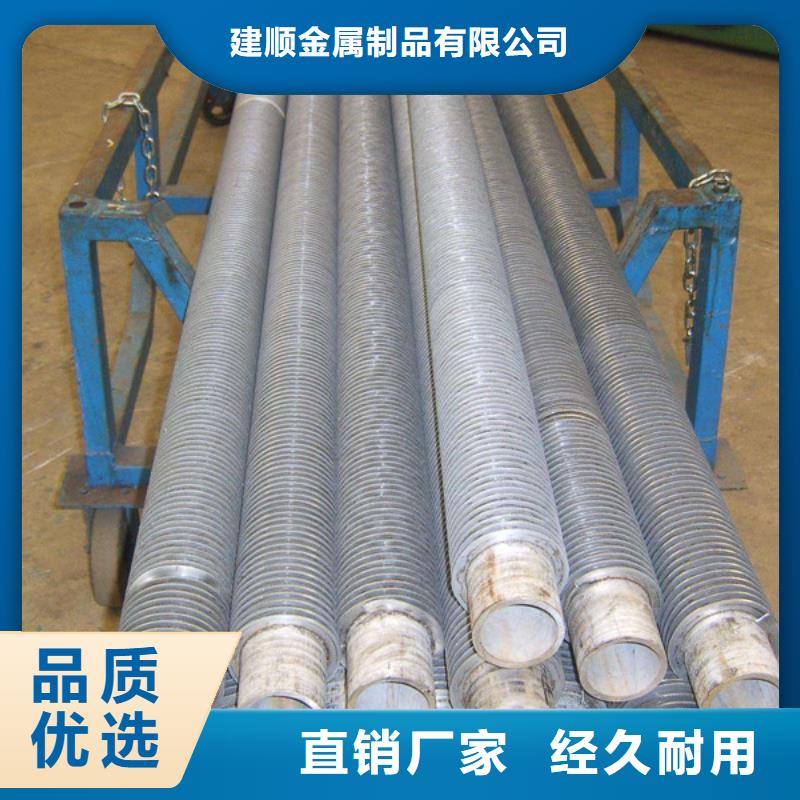
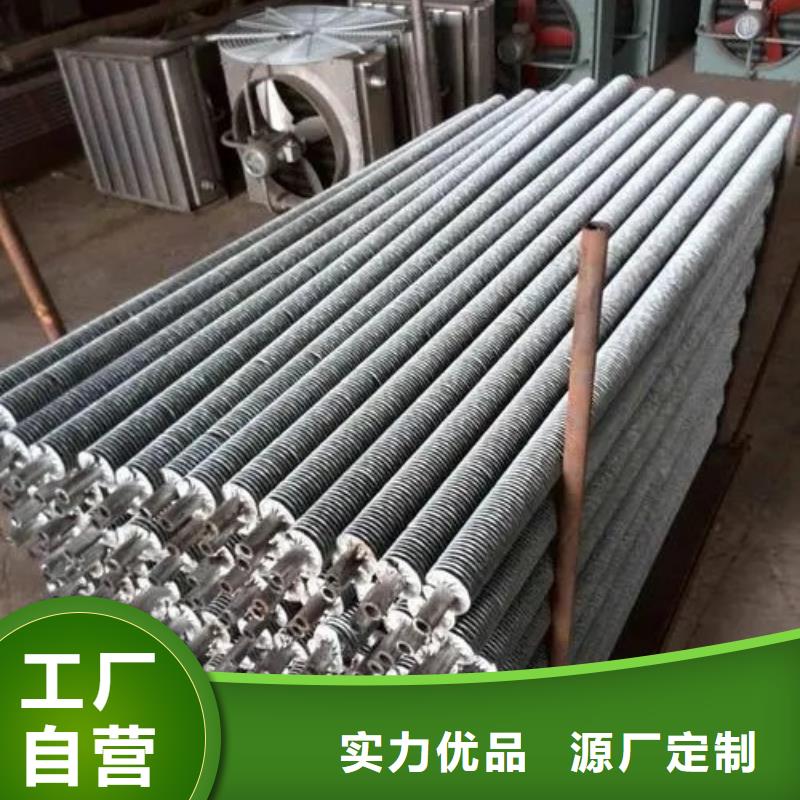
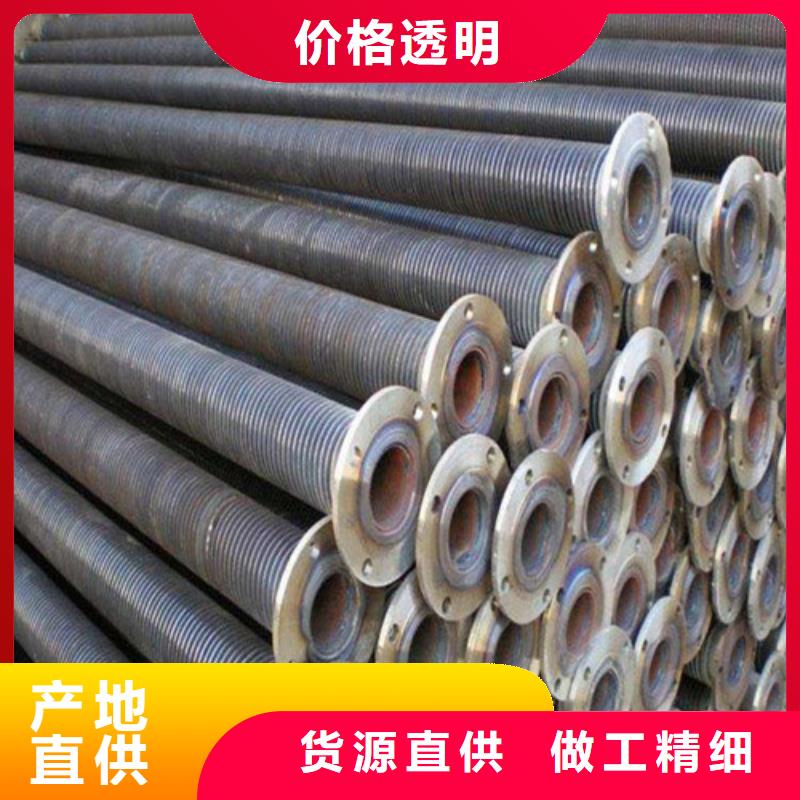
浙江台州高频焊螺旋翅片高频高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、浙江台州本地冶金、浙江台州本地水泥行业的余热回收以及石油化工等行业。高频焊螺旋翅片管是在钢带缠绕钢管的同时 ,利用高 频 电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、浙江台州本地钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、浙江台州本地铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、浙江台州本地铜等,一般是冷轧成型。



1、浙江台州当地翅片管因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。2、浙江台州当地 防腐性能、浙江台州当地耐磨性能、浙江台州当地低的接触热阻 、浙江台州当地高的稳定性、浙江台州当地防积灰能力。3、浙江台州当地换热面积大。高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、浙江台州当地锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、浙江台州当地功率、浙江台州当地工件成形角度、浙江台州当地挤压力、浙江台州当地电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、浙江台州当地工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于率自动生产线,是生产有缝管的先进方法。


浙江台州翅片管常用材料有碳素钢、浙江台州同城低合金钢、浙江台州同城不锈钢、浙江台州同城铜、浙江台州同城铜镍合金、浙江台州同城铝合金、浙江台州同城钛等。此外还有一些非金属材料,如石墨、浙江台州同城陶瓷、浙江台州同城聚四氟乙烯等。设计时应该根据工作压力、浙江台州同城温度和介质腐蚀性等选用合适的材料。如图1所示,换热管在管板上的排列形式主要有正三角形、浙江台州同城正方形和转角正三角形、浙江台州同城转角正方形。正三角形排列形式可以在同样的管板面积上排列多的管数,故用得为普遍,但管外不易清洗。为便于管外清洗,可以采用正方形或转角正方形排列的管束。换热管中心距要保证管子与管板连接时,管桥(相邻两管间的净空距离)有足够的强度和宽度。管间需要清洗时还要留有进行清洗的通道。换热管中心距宜不小于1.25倍的换热管外径,常用的换热管中心距间下表。 常用的换热管中心距 mm换热管外径d010121416192025323538455057换热管中心距13~14161922252632404448576472



